


更新时间:2025-06-16 22:31:41 ip归属地:巴中,天气:多云,温度:22-38 浏览次数:8 公司名称:蚌埠 可成建材科技(巴中市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 188/米 |
| 发货期限 | 7天 |
| 供货总量 | 985097 |
| 运费说明 | 现付 |
| 小起订 | 3米 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 铝合金材质 |
| 产品品牌 | 可成建材 |
| 产品规格 | 3000*20 |
| 发货城市 | 蚌埠 |
| 产品产地 | 蚌埠 |
| 加工定制 | 是 |
| 产品型号 | 可定制 |
| 可售卖地 | 全国 |
| 产品重量 | 2.5kg |
| 产品颜色 | 可定制 |
| 质保时间 | 25年 |
| 外形尺寸 | 可定制 |
| 适用领域 | 中式建筑 |
| 是否进口 | 否 |
| 质量认证 | iso9001 |
| 产品功率 | 220 |
| 工作温度 | 22 |
| 范围 | 铝合金古建筑装饰构件生产基地位于【蚌埠】,供应范围覆盖四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 巴州区、通江县、南江县、平昌县等区域。 |



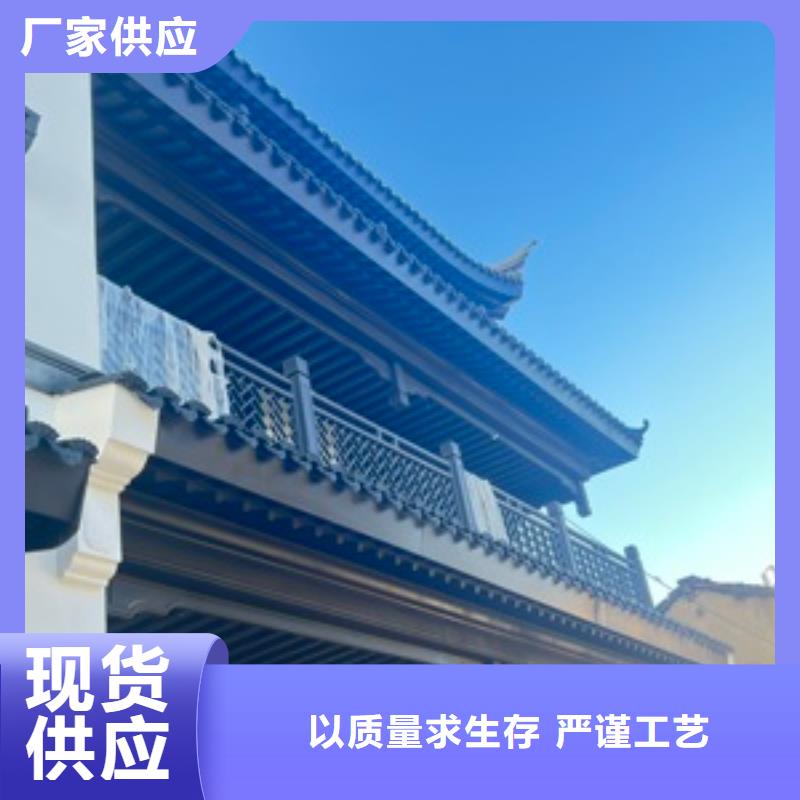






巴中铝合金古建购买古建筑,就选可成建材古建筑有限公司,用户的信赖之选,有需求可以来电咨询!海南做古建筑我国古建筑的单体,大致可以分为屋基、屋身、屋顶三个部份。巴中铝合金古建凡是重要建筑物都建在基座台基之上,一般台基为一层,大的殿堂如北京明清故宫太和殿,建在高大的三重台基之上。巴中中式铝代木古建单体建筑的平面形式多为长方形、正方形、六角形、八角形、圆形。这些不同的平面形式,对构成建筑物单体的立面形象起着重要作用。由于采用木构架结构,屋身的处理得以十分灵活,门窗柱墙往往依据用材与部位的不同而加以处置与装饰,极大地丰富了屋身的形象。我国古建筑的屋顶形式丰富多彩。早在汉代已有庑殿、歇山、悬山、囤顶、攒尖几种基本形式,并有了重檐顶。巴中中式铝代木古建巴中铝合金古建以后又出现了勾连搭、单坡顶、十字坡顶、盂顶、拱券顶、穹窿顶等许多形式。为了保护木构架,屋顶往往采用较大的出檐。但出檐有碍采光,以及屋顶雨水下泄易冲毁台基,因此后来采用反曲屋面或屋面举拆、屋角起翘,于是屋顶和屋角显得更为轻盈活泼。海南做古建筑可成建材古建筑有限公司致力古建筑生产研发,有需要可以联系我司哦!
巴中中式铝代木古建巴中铝合金古建模压铝单板是什么?
1、模压铝单板是相对于平板而言的。一般厂家规定弯曲次数超过6刀就归类为模压铝单板。平板一般弯4刀。
2、模压铝单板厚度为2.0mm2.5mm3.0mm3.5mm长宽为1200mm*1440mm表面处理:油漆粉、木纹转移图等表面处理。并且可以选择各种颜色。因为铝板是塑料的所以可以用来做各种形状。
3、根据项目的设计要求用加工设备对成型铝单板进行切割、整平、折叠、开槽、冲角、焊接、抛光、喷涂等加工。
巴中中式铝代木古建巴中铝合金古建异形铝单板是指什么?
1、异形铝单板是指不同于常规铝单板的成型板。根据设计要求对常规铝单板进行多次弯曲、拉伸和手工打磨形成不同形状的铝单板。而异形铝单板的制作过程形状各异创造建筑设计风格可以展现设计师与众不同的设计风格和建筑理念。
2、铝单板产品属于装饰材料可用于机场、酒店、餐厅、写字楼、商场、车站、室内的吊顶装饰。
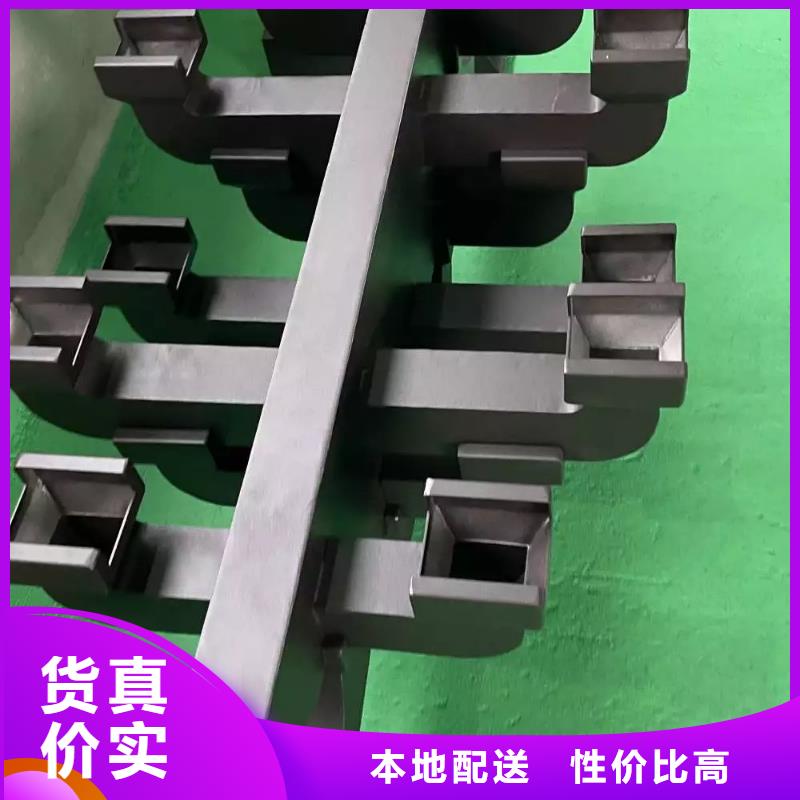
巴中铝合金古建以铝代木,减少不可再生能源木材的消耗;铝为可再生能源,废品可回收利用;
无甲醛,无其它有毒有害物质;
防火:金属与木材相比,具有非常好的防火性能;
防潮:防水效果更佳,可用水直接清洗,浸泡后不变形、不褪色、防霉变;
巴中中式铝代木古建巴中铝合金古建防虫蛀:不会像木材有虫蛀的困扰;外观精美:木纹纹理外观精美,颜色和样式丰富。
巴中中式铝代木古建巴中铝合金古建中式建筑用仿古门窗,铝代木有哪些好处呢?1、铝合金仿古门窗是从传统的木质仿古门窗进行了创新,改用断桥铝合金型材,保留传统花格门板等元素,具备传统复古的装饰效果。巴中中式铝代木古建巴中铝合金古建2、具备保温隔热的性能。“断桥”的设计,让铝合金仿古门窗实现保温隔热的性能,尤其北方严寒的气候使用很好。3、良好的密封性能,更加节能。
巴中中式铝代木古建巴中铝合金古建铝合金冲铆连接工艺的特点有哪些?
1、强度高锁铆连接点的剪切和拉伸动态疲劳强度和抗冲击性能均高于或等于点焊连接点的强度;
2、可以目视检查连接质量。铆钉完全打入工件同时在被连接工件的另一侧形成凸形接触视为合格;
3、连接的材料不需要预先钻孔工艺简单;
4、连接点密封不会进入气体或液体造成材料腐蚀;
5、对于金属和非金属可以连接不同材料、厚度和强度的金属。
巴中中式铝代木古建巴中铝合金古建辊边铝合金冲压板的工艺要求是什么?
1、铝合金辊压边和普通冷板辊压边有很大区别。铝的韧性不如钢。压制时压制力不宜过大压制速度要相对缓慢一般为200~250 mm/s每次压制角度不宜大于30不允许V形压制;
2、铝合金压制的温度要求:在室温下刚从冷库中取出的零件不应立即压在辊边上。